

複合加工部品製造に於いて材料選択から製造迄を、素材加工と部品成形加工に分け、
コストに於ける素材加工で得られる「省材効果」と部品成形加工の合理化で得られる
「節賃効果」、この二つから評価する考え方で生まれたのが、『省材節賃工法』です。
伯楽の『省材節賃工法』は、従来の素材から部品成形までではなく、後加工(熱処理、
表面処理)までを考慮した、部品製造に於けるトータルコスト削減を目指しています。
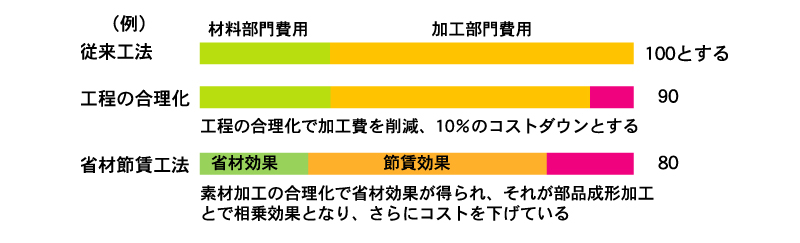
省材効果
材料のロスを最小限にしたチップレス(切屑なし)工法を基本としています。
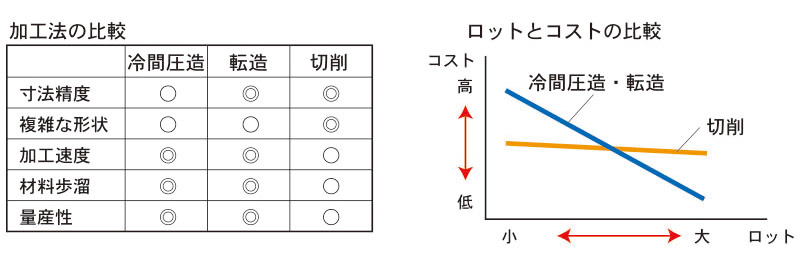
・冷間圧造を部品加工技術としてではなく、素材の加工技術として使用する。
・最終形状に近い材料(異形材)を使用して、廃棄する材料を減らす。
節賃効果
要求品質を満たした上で、最適な加工組合せを考えます。
・冷間圧造の工夫で、二次加工以降を低減。
・工程の合理化により、工程数・製作時間を短縮。
 伯楽では部品製造に於いては、『省材節賃工法』を基本として素材加工・部品成形加工両面からコストダウンを
伯楽では部品製造に於いては、『省材節賃工法』を基本として素材加工・部品成形加工両面からコストダウンを
考えています。
材料の選択
・要求特性(機械的性質・化学的性質)、コスト(材料費、その他費用)、加工性(工法に適した材料)
の3つを考慮して、最適な材料を選択します。
・NNS(ニア・ネット・シェイプ)工法により、材料のロス・工程の節減を目指します。
工程の合理化
・金型設計を内製化し、コスト削減と効率アップに努めています。
・製品設計段階で、省材効果と節賃効果を検討し、最適な工法を決定します。
・工程の合理化により、材料・工程のムダを削減とリードタイムを短縮させます。
加工の工夫
・冷間圧造の工夫で、省材・2次工程低減を行ないます。
・精密転造により、面粗度・公差等ミクロンの精度を調整します。
・作業時間、コストのかかる切削加工は最小限に留めています。
・設備のカスタマイズにより加工限界領域を拡張し、製造可能性を広げます。